
По конструкции и взаимодействию подвижных частей штангензубомер во многом схож со штангенциркулем, поэтому к нему применяют те же ремонтные операции (смотрите ремонт шангенциркулей). При доводке губок важно добиться того, чтобы не было перекоса измерительных поверхностей губок относительно торца высотной линейки.
Для проверки положения поверхностей губок 3 и торца 2 высотной линейки используют концевые меры 1 (рисунок ниже).

Проверка положения губок штангензубомера относительно плоскости высотной линейки
Требования, предъявляемые к штангензубомерам после ремонта, и методы контроля. Требования к внешнему виду и взаимодействию подвижных частей те же, что и для штангенциркулей. Зазор между шкалой нониуса и штангой не должен превышать 0,07 мм. Проверку зазора производят щупом. Правильность установки шкалы нониуса вертикальной линейки проверяется после установки торцов губок в одной плоскости с торцом высотной линейки с помощью лекальной линейки или на проверочной плите при отпущенном и зажатом прижиме высотной линейки. При рассматривании в лупу не должно наблюдаться заметного смещения нулевых штрихов.
Погрешность показаний не должна превышать 0,02 мм (по обеим шкалам при закрепленном и незакрепленном положении рамки).

Схема контроля погрешности штапгензубомера
Проверку погрешности производят с помощью роликов путем сравнения результата измерения величины хорды сечения ролика, перпендикулярного оси, с расчетной величиной хорды (рисунок выше). Для штангензубомера с пределами измерения по модулю 1—18 мм применяют два ролика с диаметрами 3—5 и 18—20 мм, а для штангензубомеров с пределами по модулю 5—36 мм — два ролика с диаметрами 5—8 и 35—40 мм.
При проверке вертикальную шкалу зубомера устанавливают на размер h, равный высоте дуги, стягивающей хорду,
![]()
Расчетный размер хорды S подсчитывают по формуле
S = d cos α,
где d — диаметр ролика; α — угол исходного контура. При α = 20°
S = 0,9397d; h = 0,3290d.
Погрешность показаний штангензубомеров не должна превышать 0,02 мм (по обеим шкалам при закрепленном и незакрепленном положении рамки).
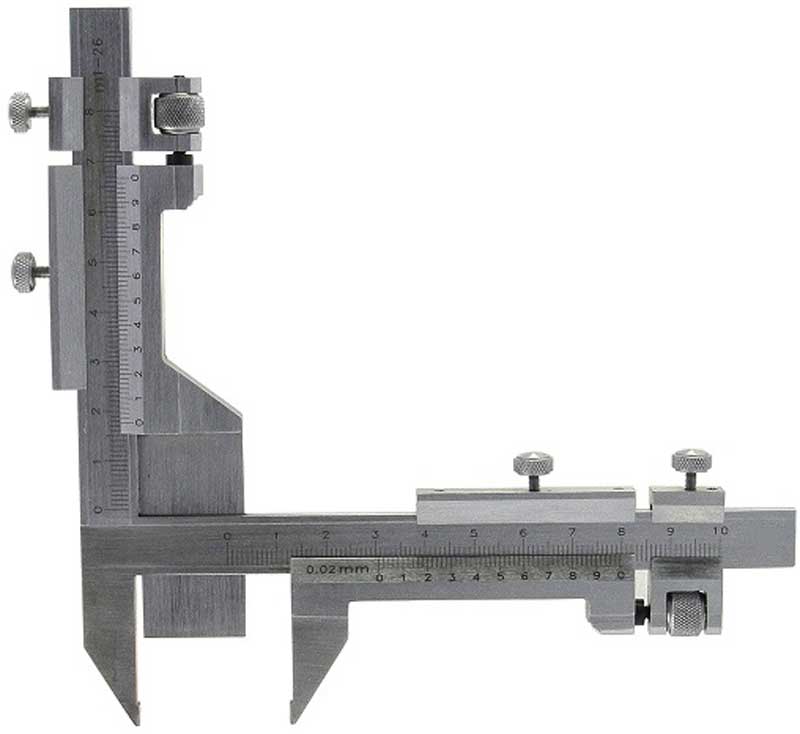
Ремонт штангензубомеров. Так как конструкция штангензубомеров аналогична конструкции штангенциркулей, то при ремонте штангензубомеров применимы те же операции: разборка, промывка, исправление физических изъянов (ржавчина, забоины, заточка острых кончиков, если требуется)... Смазка и сборка в обратном порядке. измерительную грань высотной линейки доводим отдельно на чугунной плите, здесь методика такая же, как при ремонте лекальной линейки. Доводка губок, как и сказано - идентичная доводке штангенциркуля. Надо иметь в виду, что некоторые штангензубомеры имеют нерегулируемые нониусы (фото выше), в этом случае возможности ремонта ограничены.
Е.А. Первушин (мои дополнения)
***